
Oil Quench System Enhancement
New filter housings, modification to existing pipework
Our customer operates a 'quench oil' system in respect to forging of anti roll bars for the automotive industry.
Due to scale contamination resulting from the quenching operation, the quanity of scale in the oil system was causing problems by constantly blocking their duplex filter, causing downtime in have to clean the filter baskets and therefore resulting in lost production time whilst the cleaning operations were being completed.
Millside Filtration were asked to look at their current system and advise of any possible improvements.
We attended site and took details of their current installation set up. In conjunction with our suppliers we advised that the system would benefit from an upgrade using two sets of twin capacity bag liquid filter housings.
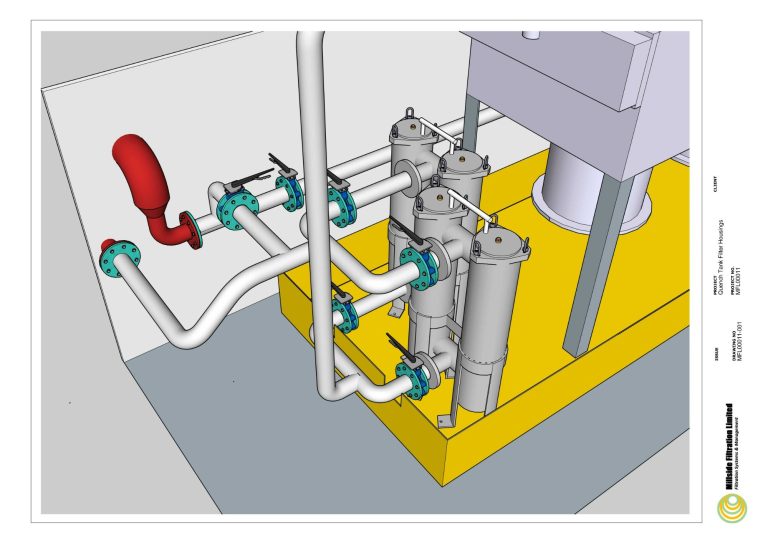
Drawing & Design Work
In order to achieve the upgrade, the current pipework was required to be modified to accomodate the new filter housings. Millside Filtration provided drawings to detail the new pipework configuration and show to the customer the proposed new pipework configuration.
These drawings enabled our customer to confirm their approval of the layout and provide comments as to possible additions they required in respect to gauge points etc.

Site Installation
Once final pipework configuration had been agreed, 80% of the pipework was prefabricated off site, therefore reducing the amount of site installation work and keeping 'downtime' for changing the filters to a minimum.
During an agreed shutdown period, the old duplex filter and pipework was stripped out and the new twin bag filter housings were installed along with new Gr304L stainless steel pipework.
Following the upgrade, our customer reported an 75% improvement to their quench oil filtration system.
All rights reserved. Millside Filtration Limited
We need your consent to load the translations
We use a third-party service to translate the website content that may collect data about your activity. Please review the details and accept the service to view the translations.